
特徴
1. 高品質な溶接
キーホール溶接に対応
プラズマアークによる高温エネルギーで母材を溶解して再凝固させることで、I形突合せの片側裏波溶接が可能になります。
特長1
- ●スタンドオフの影響を受けにくく、安定した溶込みが得られます。
- ●エネルギー密度の高いアークが得られることにより、TIG溶接にはできないキーホール溶接が可能です。
ビード表面

ビード断面
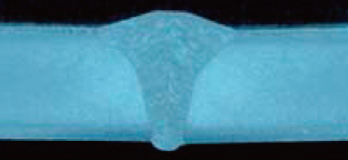
継手形状:I形突合せ、溶接電流:180A、母材:SUS304(6mmt)、フィラワイヤあり、
アフターシールド治具使用
特長2
- ●溶接が難しい亜鉛めっき鋼板においても、電極の消耗が少なく、ビードが安定!
電極消耗と溶接ビード比較
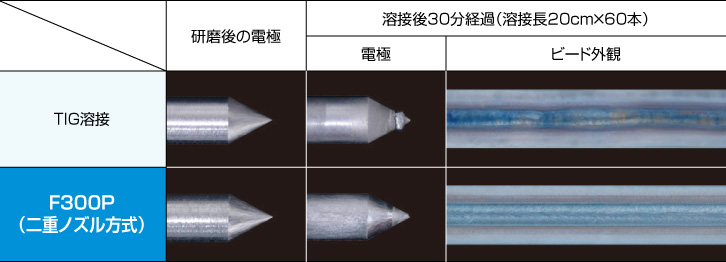
母材:亜鉛めっき鋼板1.6mm(目付:45g/m2)、継手形状:ビードオンプレート、
溶接電流:100A、溶接速度:40cm/min、タングステン電極径:3.2mm、
トーチ母材間距離:3mm、シールドガス:Ar10ℓ/min、プラズマガス:Ar0.5ℓ/min
特長3
- ●高速溶接を行ってもハンピングが起きにくく、良質なビードが引けます。
溶接速度の影響
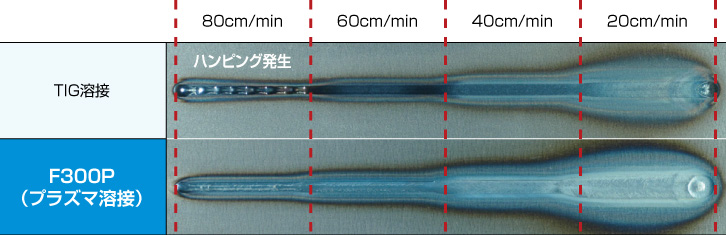
母材:SPCC、溶接電流:150A、スタンドオフ:3mm、シールドガス:Ar10ℓ/min、
プラズマガス:Ar0.5ℓ/min
2. 充実のパルス機能
パルス周波数等の各種調整機能の充実
アークスポット時間設定やスロープ時間が10ms単位で設定できることにより、より細やかなシーケンス動作が可能です。
- ①各種パラメータ設定の正確さを考慮し、デジタル設定方式を採用したことで操作性が向上。
- ②パルス機能の標準装備により、歪みや溶け落ち防止。
| F300P | |
|---|---|
| パルス周波数 | 0.1~999Hz |
| パルス幅 | 5~95% |
| スロープ時間 | 0~10.00秒(0.01秒刻み) |
| アークスポット時間 | 0.01~10.00秒(0.01秒刻み) |
| 条件記憶 | 100条件 |
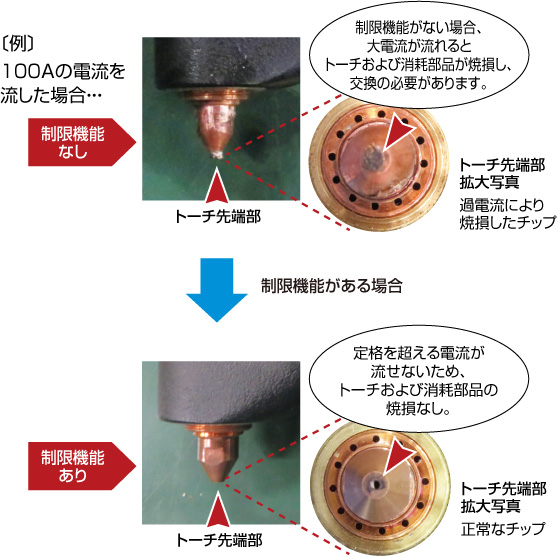
3. トーチ認識機能
トーチおよび消耗部品の焼損を防ぐ安全設計
トーチの定格電流を超える電流が流せないように制限がかかる機能です。
例えば15Aのトーチを接続すると、16A以上の電流が設定できなくなります。
4. デジタル式ガス流量調整器(マスフロー)
プラズマガスを安定して供給
マスフロー搭載により、プラズマ溶接で管理が重要なプラズマガスを一定の流量で安定して供給できます。

- ●数値でガス流量を調整するため、設定ミスやズレが発生しにくい。
- ●ガスの供給圧力が変動しても、ガス流量が変化しない。(自動調節機能付)
- ●ガス流量の監視を行っているため、ガス不足等が発生するとエラー表示。
