
特徴
D-Arc溶接のメリット
これまで敬遠されていた高電流域でも安定した溶接が可能。
能率アップに貢献!
■パス数が変更できない場合
溶接電流と速度を上げ、パス数は同じでも溶接時間を短縮!
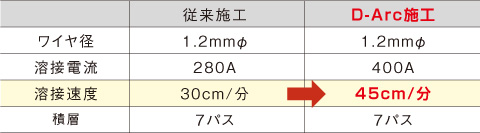
■パス数に制限がない場合
溶接電流を上げて溶着量を増し、パス数減で溶接時間を短縮!

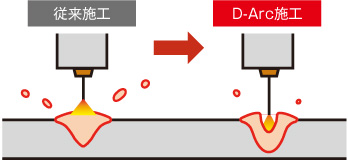
スパッタ除去工数の低減!
「埋もれアーク」は母材の中でアークが発生するため、表面に出てくる大粒スパッタが減少!
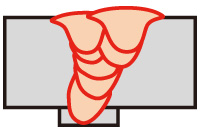
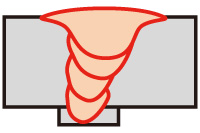
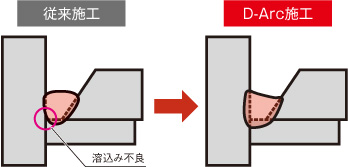
溶接品質の向上!
通常の直流CO2溶接と比べて溶込みが深いため、同じ電流設定値でもルート部をしっかり溶かすことができ、UT試験が必要な溶込み不良が発生しやすい部位に最適!
日本建築総合試験所(GBRC)「建築技術性能証明」の取得
D-Arc溶接による施工が建築鉄骨の溶接接合部として
所定の溶接品質(※)を満たしていると証明されました。
- ※引張強さ・降伏点: 母材以上
シャルピー: 27J (0℃)以上(溶接金属)
溶接条件や継手データなど、詳細情報をご希望の方はお申し付けください
証明名称:D-Arc溶接法による高効率下向溶接接合
【GBRC 性能証明 第20-16号】
取得証明機関:日本建築総合試験所(略称:GBRC)
本性能証明における技術の適用範囲
| 適用鋼材 | 母材板厚 | 開先形状 | シールドガス |
|---|---|---|---|
| SN490B SN490C |
9~36mm | レ形35° ルートギャップ 2mm以上 |
炭酸ガス 30~50L/min |
| 溶接ワイヤ | 溶接長さ | 溶接方法 | 入熱 |
| YGW18 Φ1.2、1.4mm |
150~600mm | 半自動溶接 (下向き) |
45kJ/cm以下 |
| パス間温度 | 基準入熱量 | 溶接電流 | 溶接電圧 |
| 350℃以下 | 15~45kJ/cm | 350~500A | 35~45V |
| 溶接速度 | ワイヤ突出し長さ | ウィービング幅 | 裏当て金 |
| 20~60cm/min | 15~35mm (標準20mm) |
20mm以下 | あり |
| 溶込み種類 | 予熱 | ||
| 完全溶け込み溶接 | 気温5度以上:予熱なし、気温-5~5度:適切に予熱を行う、 気温-5度未満:溶接不可 |
||
建築技術性能証明書
導入事例 -建設機械-
動画が表示されない方は「Cookie設定」をご確認いただき、ターゲティングCookieの取得を許可してください。
