Welbee Inverter P350Ⅱ
デジタルインバータ制御式パルス
MAG/MIG・CO2/MAG/MIG自動溶接機
鉄・ステンレス・アルミの
様々な材質に適用可能!

搭載溶接法
- ●直流パルス/ウェーブパルス
- ●直流(CO2/MAG/MIG)
- ●MS-MIG
- ●直流手溶接
- ●直流TIG(タッチスタート)
特徴
直流パルス/ウェーブパルス
Welbeeによる高品質なパルス溶接
磨きあげたWelbeeのパルス溶接が鉄・ステンレス・アルミ
すべての材質で最高の溶接を可能にします
軟鋼
スパッタが少なく、均一でビード端の揃った美しい溶接結果が誰でもかんたんに得られます。

溶接条件
- ●溶接電流:115A
- ●溶接電圧:23.1V
- ●板厚:2.3mm
- ●ワイヤ径:φ1.2mm
- ●溶接速度:60cm/min
- ●シールドガス:
80%Ar+20%CO2
ステンレス
確実な溶滴移行で粘性の高いステンレスワイヤでも良好なビードが得られます。

溶接条件
- ●溶接電流:115A
- ●溶接電圧:21.0V
- ●板厚:2.0mm
- ●ワイヤ径:φ1.2mm
- ●溶接速度:60cm/min
- ●シールドガス:98%Ar+2%O2
アルミ
細かいチリ状のスパッタ発生を抑制し、美しいビードが得られます。

溶接条件
- ●溶接電流:55A
- ●溶接電圧:18.5V
- ●板厚:2.0mm
- ●ワイヤ:硬質アルミ φ1.2mm
- ●溶接速度:35cm/min
- ●シールドガス:100%Ar
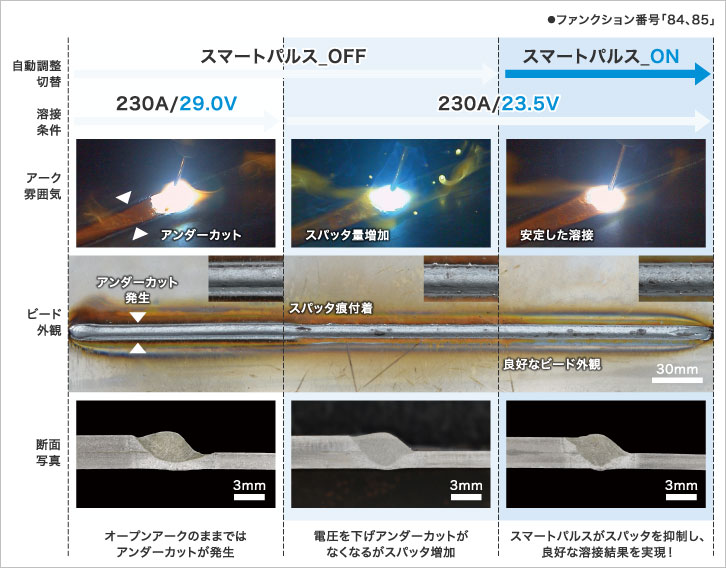
AIが導く最適な溶接 スマートパルス NEW
高速溶接の場合、アンダーカット抑制のため一般的に設定電圧を下げますが、スパッタが増加し母材への付着や溶着金属の減少が課題でした。
スマートパルスでは、独自開発したルールべースに従いスパッタ発生状況を予測し、パルス波形を最適な形へ自動で調整することで、スパッタ抑制をサポートします。
■スマートパルスによる高速溶接比較
スマートパルス紹介動画
動画が表示されない方は「Cookie設定」をご確認いただき、ターゲティングCookieの取得を許可してください。
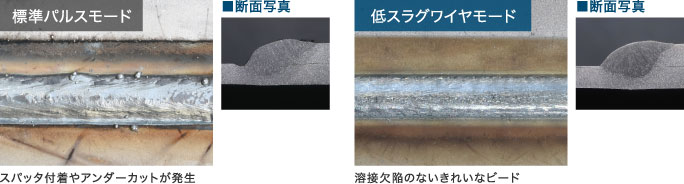
オプション低スラグワイヤをサポート!NEW
Si含有量が少ない低スラグ用ワイヤは、高速溶接時にアークが不安定になりやすく、ビードの蛇行やアンダーカット、大粒のスパッタ付着など課題が多くあります。
低スラグワイヤに特化した本モードが、これらを解決!
高速溶接でも溶接欠陥の無いビードで、高効率な溶接を実現します。
溶接条件
- ●溶接電流:270A
- ●溶接電圧:27.8V
- ●母材:亜鉛めっき鋼板 45g/m², 2.3mm
- ●ワイヤ径:φ1.2mm
- ●溶接速度:130cm/min
- ●シールドガス:80%Ar+20%CO2
MS-MIG
中厚板のアルミ溶接で抜群の安定性を実現 NEW
アルミニウム溶接の中高電流域はアークが不安定になりやすく、ビードの蛇行や溶込み不良などの課題があります。ダイヘン独自のMS-MIGは外乱に強く、溶接電流を一定に保ちます。中高電流域でも安定したアークで、美しいビードと安定した溶込みを実現します。
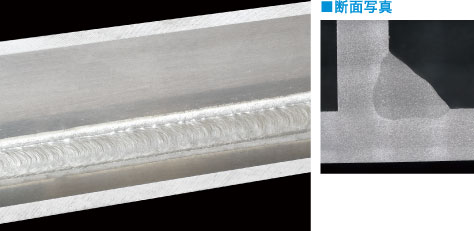
溶接条件
- ●溶接電流:280A
- ●板厚:10mm
- ●ワイヤ:硬質アルミ φ1.6mm
- ●溶接速度:40cm/min
- ●シールドガス:100%Ar
標準構成
| 溶接電源 | WB-P352 | |||
|---|---|---|---|---|
| 用途 | CO2/MAG 空冷 |
アルミMIG 空冷 |
アルミMIG 水冷 |
|
| ワイヤ送給装置 | CM-7404 | CMA-7403 | CMAW-7403 | |
| 溶接トーチ | BT3514-30 | BTA300-30 | BTAW400-30 | |
| パワーケーブル | 送給装置側 | BKPDT-6002 | ||
| 母材側 | BKPDT-6002 | |||
| ガス流量調整器 | D-BHN-2 (MAG/MIG)、FCR-226 (CO2/MAG/Ar ヒータ付) | |||
